渭南市澄城縣鐵皮壓筋機(jī)、滾圓機(jī)及元寶機(jī)產(chǎn)品綜合咨詢(xún)

澄城縣作為陜西省渭南市重要的工業(yè)與制造業(yè)基地之一,在金屬加工機(jī)械領(lǐng)域有著深厚的積累。針對(duì)您咨詢(xún)的鐵皮壓筋機(jī)、滾圓機(jī)以及元寶機(jī),以下為您提供詳細(xì)的產(chǎn)品信息與應(yīng)用解析,希望能為您的采購(gòu)或使用決策提供參考。
一、 產(chǎn)品概述與核心功能
- 鐵皮壓筋機(jī):
- 核心功能:主要用于在薄鐵板、鍍鋅板、彩鋼板等金屬板材上壓制出各種形狀的加強(qiáng)筋(如圓弧筋、角筋、梯形筋)。
- 應(yīng)用價(jià)值:壓筋能顯著提高板材的剛性、抗彎曲能力和整體強(qiáng)度,同時(shí)兼具裝飾效果。廣泛應(yīng)用于通風(fēng)管道、鋼結(jié)構(gòu)建筑圍護(hù)板、汽車(chē)箱體、家電外殼等制造領(lǐng)域。澄城縣生產(chǎn)的此類(lèi)設(shè)備通常結(jié)構(gòu)堅(jiān)固,模具可定制,能滿(mǎn)足不同筋型與板厚的加工需求。
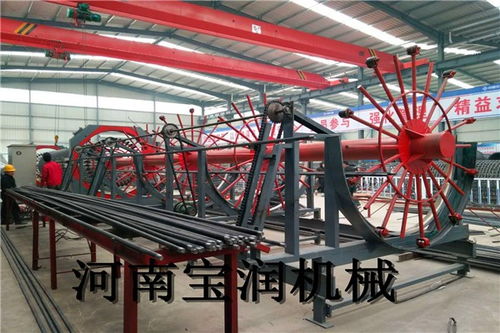
- 滾圓機(jī)(卷板機(jī)):
- 核心功能:將金屬平板通過(guò)旋轉(zhuǎn)的輥軸,連續(xù)彎曲成圓形、弧形或錐形筒體。按輥數(shù)可分為三輥滾圓機(jī)和四輥滾圓機(jī)。
- 應(yīng)用價(jià)值:是制造管道、油罐、通風(fēng)管、除塵器、大型容器等圓柱形或錐形工件的關(guān)鍵設(shè)備。澄城縣相關(guān)廠家提供的滾圓機(jī)注重精度與穩(wěn)定性,能夠處理不同厚度和寬度的板材,成形質(zhì)量好,效率高。
- 元寶機(jī):
- 核心功能:這是一種專(zhuān)用成型機(jī)械,主要用于將金屬帶材連續(xù)滾壓成型為特定截面形狀,其成品截面類(lèi)似“元寶”形狀,故得名。它屬于冷彎成型設(shè)備的一種。
- 應(yīng)用價(jià)值:專(zhuān)門(mén)用于批量生產(chǎn)“元寶”型材,這種型材常作為結(jié)構(gòu)支撐件、裝飾線(xiàn)條、特殊導(dǎo)軌或?qū)S每蚣懿考诮ú摹⒓揖摺⒃O(shè)備制造等行業(yè)有特定用途。
二、 澄城縣產(chǎn)業(yè)優(yōu)勢(shì)與選購(gòu)考量
澄城縣及周邊區(qū)域擁有成熟的機(jī)械加工配套體系,相關(guān)設(shè)備制造廠家往往具備以下優(yōu)勢(shì):
- 性?xún)r(jià)比高:相比一線(xiàn)品牌,本地產(chǎn)品在保證基本性能和可靠性的前提下,具有顯著的價(jià)格優(yōu)勢(shì)。
- 定制靈活:可根據(jù)用戶(hù)的具體工藝要求(如板材材質(zhì)、厚度、成型尺寸、生產(chǎn)速度等)進(jìn)行非標(biāo)定制或模具配套。
- 服務(wù)便利:地理距離相對(duì)較近,便于前期溝通、設(shè)備考察以及后期的安裝調(diào)試與維修保養(yǎng)。
選購(gòu)時(shí)建議重點(diǎn)咨詢(xún)以下幾點(diǎn):
1. 技術(shù)參數(shù):明確您的加工材料(材質(zhì)、厚度、寬度)、目標(biāo)成品尺寸(筋型、圓筒直徑、元寶型規(guī)格)以及預(yù)期生產(chǎn)效率(速度)。
2. 設(shè)備配置:了解核心部件(如電機(jī)、軸承、齒輪、輥軸)的品牌與質(zhì)量,控制系統(tǒng)是手動(dòng)、半自動(dòng)還是全自動(dòng)。
3. 模具與刀具:確認(rèn)模具是否包含在標(biāo)準(zhǔn)配置內(nèi),模具的材質(zhì)(如合金工具鋼)、使用壽命及更換成本。對(duì)于滾圓機(jī),需關(guān)注上輥的升降調(diào)節(jié)方式和精度。
4. 廠家資質(zhì)與案例:考察生產(chǎn)廠家的技術(shù)實(shí)力、生產(chǎn)規(guī)模,并索要同類(lèi)產(chǎn)品的成功應(yīng)用案例作為參考。
5. 售后服務(wù):明確保修期限、易損件供應(yīng)、技術(shù)培訓(xùn)以及故障響應(yīng)時(shí)間等關(guān)鍵服務(wù)條款。
三、 應(yīng)用場(chǎng)景聯(lián)動(dòng)與建議
在實(shí)際生產(chǎn)中,這三類(lèi)設(shè)備常協(xié)同作業(yè),形成小型加工線(xiàn)。例如,制作大型通風(fēng)管道時(shí),可能先使用滾圓機(jī)將鐵皮卷成圓筒,再用鐵皮壓筋機(jī)在筒身上壓制加強(qiáng)筋以增加結(jié)構(gòu)強(qiáng)度。而元寶機(jī)產(chǎn)出的特定型材,也可能作為其他產(chǎn)品的配套組件。
咨詢(xún)與采購(gòu)建議:
建議您直接聯(lián)系澄城縣信譽(yù)良好的機(jī)械制造廠家,提供詳細(xì)的加工需求清單,獲取針對(duì)性的產(chǎn)品方案與報(bào)價(jià)。如果條件允許,進(jìn)行實(shí)地考察,觀看設(shè)備現(xiàn)場(chǎng)運(yùn)行演示,是驗(yàn)證設(shè)備性能最直接有效的方式。
希望以上信息能幫助您全面了解渭南澄城縣相關(guān)的鐵皮壓筋機(jī)、滾圓機(jī)及元寶機(jī)產(chǎn)品,為您的項(xiàng)目推進(jìn)或生產(chǎn)升級(jí)提供有力支持。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.duliyudy.cn/product/60.html
更新時(shí)間:2026-06-19 11:38:54